Искровое упрочнение поверхностей в электролите
Перспективным и интенсивно развивающимся направлением в повышении эксплуатационных свойств материалов является создание на деталях поверхностных слоев, обладающих повышенной износостойкостью и коррозионной стойкостью. Покрытия, нанесенные традиционными способами, в ряде случаев не обеспечивают требуемые характеристики или по тем или иным причинам неприемлемы. Одним из перспективных методов упрочнения поверхностей является метод искрового упрочнения. Процесс искрового упрочнения может осуществляться в газовой среде, а также в среде электролита.
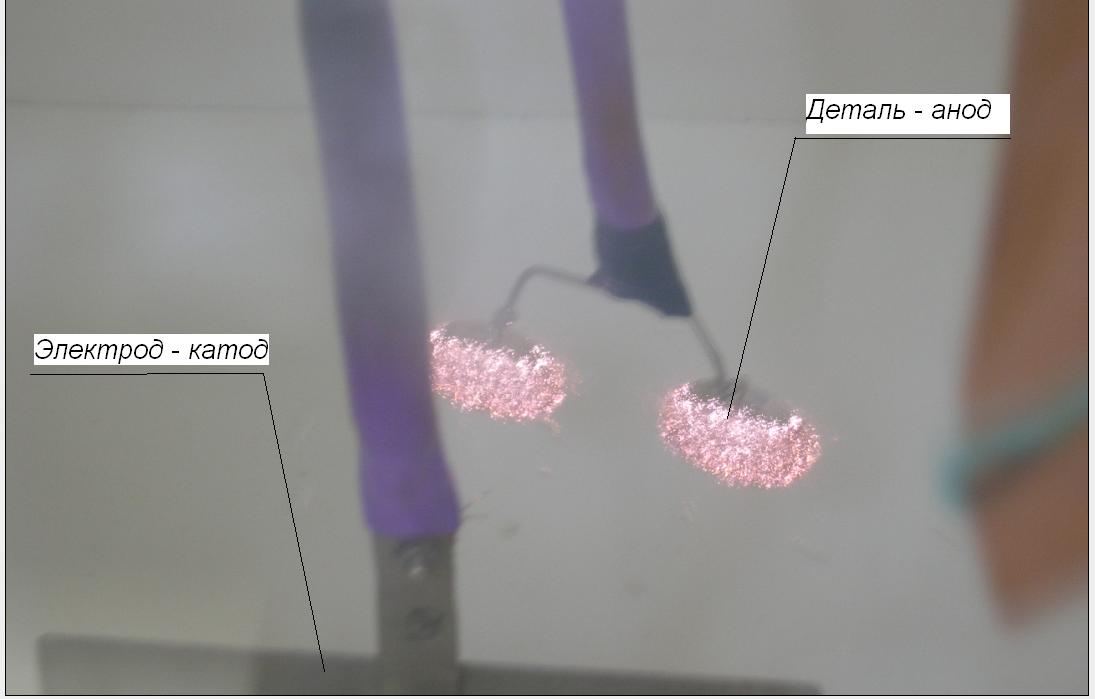
Суть электролитического метода состоит в электрохимическом окислении анода – заготовки. В отличие от обычного анодирования, процесс обработки происходит при повышенных плотностях тока и напряжения, в результате чего на поверхности обрабатываемой детали возникают искровые разряды. Под действием искровых разрядов на поверхности заготовки образуется модифицированный слой металла, прочно сцепленный с подложкой и обладающий высокой микротвердостью до 24 ГПа (HRC 170) и толщиной 50 – 300 мкм. Данный метод поверхностной обработки позволяет получать покрытия с уникальным комплексом физико-механических свойств на материалах вентильной группы – алюминии, титане, магнии, их сплавах.
Посредством искровых разрядов на поверхности деталей формируются упрочненные слои, свойства которых обусловлены наличием в их составе высокотемпературных кристаллических оксидов. Упрочненные слои, формируемые на алюминиевых сплавах, состоят в основном из оксидов алюминия, а точнее из комбинации a-Al2O3 (микротвердость 24 ГПа) и g-Al2O3 (микротвердость 14 ГПа). Соотношение между a- и g - фазами определяется параметрами процесса. Упрочненные слои на титановых сплавах имеют в своей структуре не только оксид титана, но и титанат алюминия, что позволяет получить твердость покрытия 10-12 ГПа (HRC 74 – 88). Покрытия на магниевых сплавах имеют твердость 4-8 ГПа (HRC 30 – 60), такие слои обеспечивают высокую износостойкость и коррозионную стойкость поверхности.
При формировании упрочненного слоя геометрические размеры детали не изменяются, что позволяет проводить финишную обработку до формирования покрытия. Технология позволяет получать на деталях сложной конфигурации и внутренних полостях упрочненные слои толщиной до 200 – 300 мкм, прочно сцепленные с основой. Еще одно достоинство – технология является экологически чистой.
Наиболее широко искровое упрочнение применяется для обработки поверхностей деталей из алюминиевых сплавов. Основные свойства поверхности, сформированной методом искрового упрочнения в среде электролита на алюминиевых сплавах, следующие:
Экспериментальная технологическая установка, имеющаяся на кафедре, позволяет отладить технологический процесс упрочнения поверхностей деталей из алюминиевых, титановых и магниевых сплавов и изготовить образцы для испытаний.
Достоинства упрочненных слоев и области применения:
|

Процесс микродугового оксидирования Гильза двигателя сапог-скороходов с МДО-слоем. Материал гильзы - Д16Т.
Микротвердость рабочей поверхности 12 -16 ГПа.


Поршень двигателя ЭМ-100 с МДО слоем.
Поршневое кольцо из алюминиевого сплава с МДО-слоем.
Материал кольца – Д16Т. Микротвердость рабочей поверхности кольца 10 –15 ГПа.